
Gas detection
Published over 2 years ago. See the latest and most current information on Gas detection.
Author credit – Stephen B. Harrison, sbh4 consulting
Ammonia has been used for decades as a refrigerant gas in large food freezing factories. It is also used in air conditioning systems for large buildings and chilled food warehouses. With talk of an outright F-Gas ban in the EU, it is likely to find continued use in these applications and expand its breadth of use into new applications, such as CO2 capture and utilisation, CCUS.
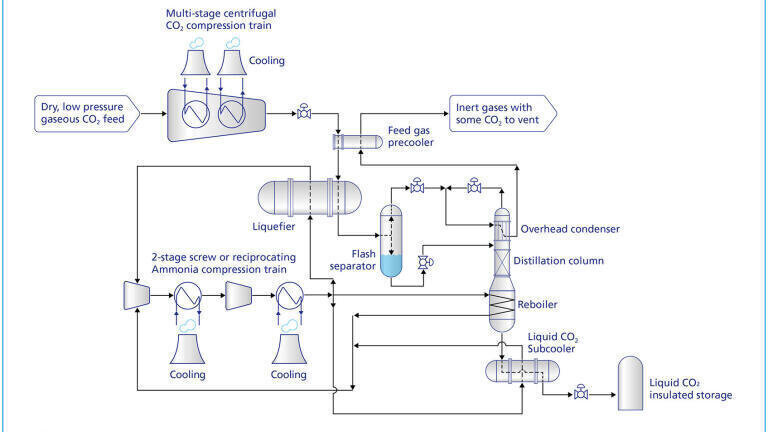
Ammonia is ideal as a refrigerant gas to use in the CO2 liquefaction cycle and CCUS for several reasons. Firstly, it is readily available with a low cost around €1 per KG. This is a significant saving versus suitable alternative F-Gas refrigerants which typically cost in the range of €7 to €8 per Kg. Industrial or commercial grade ammonia at 99.8% purity is normally used. In some countries, a refrigerant grade of ammonia is available.
A two-stage screw, or reciprocating, compressor with interstage and second stage cooling is the ideal compressor configuration in an ammonia chilled CO2 liquefier. In a 4 tonne per hour liquefier an ammonia compressor of circa 350 kW could be suitable. This increases to around 600 kW for a 7 tonne per hour CO2 liquefier. Ammonia is compressed to around 15 bar in the chiller refrigeration cycle.
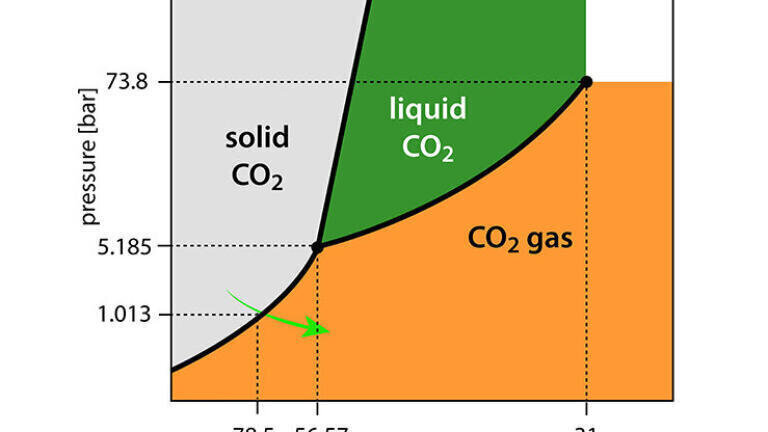
The ammonia compressor suction pressure is just above atmospheric pressure and the corresponding liquid ammonia temperature in the CO2 liquefier is close to -33 °C. CO2 gas is compressed to around 20 bar enable its liquefaction at this moderate temperature. There is a trade-off between the size and cost of the CO2 compressor and the size of the refrigerant gas compressor and the low temperature that must be achieved to ensure CO2 liquefaction.
Toxic gas safety for ammonia refrigeration systems
Ammonia is a toxic gas, so designing the high-pressure equipment with safety in mind is essential. Safety valves are fitted to each vessel, but they should never need to open, because their set pressure should not be achieved because the CO2 liquefier and ammonia chiller automated process control system ensures that the ammonia compressor will trip before the safety valves are activated.
Each vessel containing ammonia can be covered with a water sprinkler. If there is an accidental ammonia gas leakage, the water sprinklers can be activated, and ammonia will absorb into the water to avoid a toxic gas cloud being formed.
To detect any inadvertent leaks, gas and flame detection equipment can be installed around the ammonia refrigeration system. Ammonia is a flammable gas and the EN378 standard advocates alarm levels at 500 and 30,000 ppm of ammonia to protect the plant from an ammonia explosion.
Whilst these high levels are appropriate to protect the CO2 liquefier and ammonia chiller equipment, employees must be protected at lower levels. For toxic detection the COSHH regulation specifies a limit of 25ppm over 8 hours and 35 ppm over 15 minutes. These are the levels that are generally built into portable gas detectors that operators can use as part of their personal protective equipment.
Flame detectors for ammonia are specialised and of a different design to those for natural gas or other hydrocarbon flames. Like hydrogen, ammonia burns with an inorganic flame and detection of the infrared signature associated with methane or carbon dioxide is therefore not possible. Detection in the UV spectrum is used for inorganic flames from ammonia and hydrogen to overcome this issue.
Maintenance and manual leak testing
If the ammonia refrigeration system requires maintenance, the entire ammonia charge in the system must be pumped down to a receiver and condenser. After maintenance, all connections must be tested to ensure that they are leak tight. For some gases, a soapy bubble leak test is appropriate, however for ammonia the procedure is different.
Leak testing with ammonia is done using phenolphthalein. One drop of this liquid chemical is applied to a cotton cloth which is held close to flanges and valve glands. If ammonia leakage is present, even at a ppm level, the cloth will immediately turn pink. Any minor leakage detected through this procedure can be attended to with appropriate maintenance.
IET 36.3 May